专业水处理设备生产厂家
20年的生产、销售、安装、维护经验
20年的生产、销售、安装、维护经验

全国客户服务热线:
13926905799 13676046132
13075686590
13926905799 13676046132
13075686590
发布日期:2011-4-23 阅览数:3873次

2.微生物沉积:
有机沉积物是由细菌粘泥、真菌、霉菌等生成的,这种污染物较难去除,尤其是在给水通路被完全堵塞的情况下。给水通路堵塞会使清洁的进水难以充分均匀的进入膜元件内。为抑制这种沉积物的进一步生长,重要的是不仅要清洁和维护RO系统,同时还要清洁预处理、管道及端头等。对膜元件采用氧化性杀菌时,请与宜兴市富华水处理设备有限公司技术支持部门联系,使用认可的杀菌剂。
3.清洗液的选择和使用
选择适宜的化学清洗药剂及合理的清洗方案涉及许多因素。首先要与设备制造商、RO膜元件厂商或RO特用化学药剂及服务人员取得联系。确定主要的污染物,选择合适的化学清洗药剂。有时针对某种非凡的污染物或污染状况,要使用RO药剂制造商的专用化学清洗药剂,并且在应用时,要遵循药剂供给商提供的产品性能及使用说明。有的时候可针对具体情况,从反渗透装置取出已发生污染的单支膜元件进行测试和清洗试验,以确定合适的化学药剂和清洗方案。为达到最佳的清洗效果,有时会使用一些不同的化学清洗药剂进行组合清洗。典型地程序是先在低pH值范围的情况下进行清洗,去除矿物质垢污染物,然后再进行高pH值清洗,去除有机物。有些清洗溶液中加入了洗涤剂以帮助去除严重的生物和有机碎片垢物,同时,可用其它药剂如EDTA螯合物来辅助去除胶体、有机物、微生物及硫酸盐垢,需要慎重考虑的是假如选择了不适当的化学清洗方法和药剂,污染情况会更加恶化。
4.化学清洗药剂的选择及使用准则
选用的专用化学药剂,首先要确保其已由化学供给商认定并符合用于海德能公司膜元件的要求。药剂供给商的指导/建议不应与海德能公司此技术服务公告中推荐的清洗参数和限定的化学药剂种类相冲突;假如正在使用指定的化学药剂,要确认其已在此海德能公司技术服务公告中列出,并符合海德能公司膜元件的要求;采用组合式方法完成清洗工作,包括适宜的清洗pH、温度及接触时间等参数,这将会有利于增强清洗效果;在推荐的最佳温度下进行清洗,以求达到最好的清洗效率和延长膜元件寿命的效果;以化学药剂接触次数进行清洗,对延续膜寿命有益;谨慎地由低至高调节pH值范围,可延长膜元件的使用寿命。pH范围为2~12;典型地、有效的清洗方法是从低pH至高pH溶液进行清洗。对油污染膜元件的清洗不能从低pH值开始,因为油在低pH时会固化;清洗和冲洗流向应保持相同的方向;当清洗多段反渗透装置时,有效的清洗方法分段清洗,这样可控制清洗流速和清洗液浓度,避免前段的污染物进入下游膜元件;用较高pH产品水冲洗洗涤剂可减少泡沫的产生;假如系统已发生生物污染,就要考虑在清洗之后,加入一个杀菌剂化学清洗步骤。杀菌剂必须可在清洗后立即进行,也可在运行期间定期进行连续加入一定的剂量。必须确认所使用的杀菌剂与膜元件相容,不会带来任何对人的健康有害的风险,并能有效地控制生物活性,且成本低;为保证安全,溶解化学药品时,切记要慢慢地将化学药剂加入充足的水中并同时进行搅拌;从安全方面考虑,不能将酸与苛性物质混合。在要使用下一种溶液之前,从RO系统中彻底冲洗干净滞留的前一种化学清洗溶液。
5.清洗液的选择
常规清洗液配方提供的清洗溶液是将一定重量的化学药品加入到100加仑的洁净水中。溶液是按所用化学药品和水量的比例配制的。溶剂是RO产品水或去离子水,无游离氯和硬度。清洗液进入膜元件之前,要求彻底混和均匀,并按照目标值调pH值且胺目标温度值稳定温度。常规的清洗方法基于化学清洗溶液循环清洗一小时和一种任选的化学药剂浸泡一小时的操作而设定的。
6.常规清洗液介绍
2.0%柠檬酸的低pH清洗液。以于去除无机盐垢、金属氧化物/氢氧化物及无机胶体十分有效。
7.RO膜元件的清洁和冲洗程序
RO膜元件可置于压力容器中,在高流速的情况下,用循环的清洁水流过膜元件的方式进行清洗。RO的清洗程序完全取决于具体情况,必要时更换用于循环的清洁水。
8.反渗透膜的化学清洗与水冲洗
清洗时将清洗溶液以低压大流量在膜的高压侧循环,此时膜元件仍装在压力容器内而且需要专门的清洗装置来完成该工作。

对膜件的清洗一般分为物理清洗和化学清洗两种,而化学清洗的频次越高,对膜件的损伤越大,严重影响了膜系统的使用寿命。所以,相关技术人员很难掌握好膜系统的化学清洗。膜清洗频率与预处理措施的完善程度是紧密相关的。预处理越完善,清洗间隔越长;反之,预处理越简单,清洗频率越高。一般膜清洗是遵循(10%法则)――当校正过的淡水流量200h运行(压紧发生之后)的流量之比,降低了10%和(或)观察到压差上升了10%~20%就需进行清洗。尽可能在脱盐率下降显示出来以前采取措施。正规安排的保护性维护清洗不足以保护反渗透系统。譬如,由于预处理设备运行不正常,进水条件在短时间内就会发生变化。反冲洗对于防止大颗粒对某些形式反渗透膜模件的堵塞是有效的。但不是所有的污染都可通过简单的反冲洗就能清除除掉,还需要有周期的化学清洗。化学清洗除需增加药剂和人工费用外,还有个污染问题,所以也不可过频繁,每月不应超过1~2次,每次清洗时间约1~2h。化学清洗系统通常包括一台化学混合箱和与之相配的泵、混合器、加热器等。化学清洗常是根据运行经验来决定(可以根据每列设备压降读数与运行时间的关系曲线,或是依据产水量、淡水水质和膜的压降等)。化学清洗所用的药剂和方法,需根据污染源来决定。下表可供参考,但更应重视和应用本单位的经验。为了保证效果,在化学清洗前要进行冲洗。冲洗前先降压,再用2~3倍正常流速的进水冲洗膜,靠流体的搅动作用将污物从膜面从膜面剥离并冲走。然后针对污染特征,选择清洗液对膜进行化学清洗。为了保护反渗透模件,液温不超过35・C。系统若停用5天以上,用甲醛冲洗后再投用。如果系统停用二周或更长一些时间,需用0。25%甲醛浸泡,以防微生物在膜中生长。化学药剂每周更换一次。针对各种污染物采用的清洗剂详见下表,由于各地水质不同,仅供参考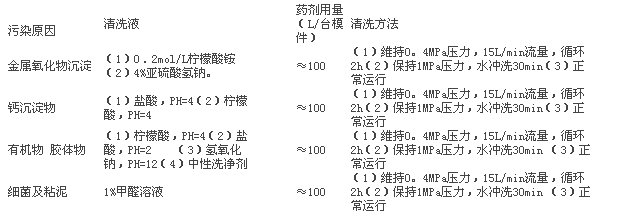
8反渗透设备的日常维护保养
1、保安过滤器进出口压差升高(>0.15Mpa),则必须更换滤芯,以确保RO装置正常运行。建议:每三天必须将滤芯取出检查并清洗。滤芯更换周期视其进水水质而定。
2、定时定期记录RO装置各种运行参数。建议:每两小时记录RO装置各运行参数一次。
3、随着运转时间增长,膜表面将附着沉淀物,影响透水量,就要定期清洗RO元件。若发现组件中每个膜元件的压力将大于0.1Mpa要立即进行清洗(清洗由清洗系统完成)。按不同的污染状况,有针对性的处理措施。具体清洗方法详见《反渗透膜化学清洗方法》。
4、定时定期检查检验电导率仪及各压力表,使之正常准确地工作。
5、定时定期检查电器控制系统,确保设备运行正常。
6、定时定期检查高压泵及RO前置泵,按保养手册及时更换润滑油。
7、反渗透装置停机保养:
1.RO装置短期停机(不超过三天),每天必须用保安过滤器冲洗30分钟并保证RO组件内充满过滤水。
2.RO装置如长期停机(大于三天),应采用1%甲醛溶液,充满RO组件,然后关闭所有阀门,且每月检查一次。夏天,控制环境温度以防霉变,冬季防冻,必要时可加入10-20%甘油。
3.保存用水用反渗透淡水,甲醛应用化学试剂产品。
4.当由复合膜组成的反渗透系统拟暂停使用达一周以上时,则系统应以1%的NaHSO3溶液进行浸泡,以防止细菌在膜面繁殖。
反渗透膜维护清洗
9反渗透膜的清洗
反渗透装置在长期运行中,膜表面会逐渐积累各种污染物,如胶体、微生物、无机物垢、金属氧化物等。这些物质沉积在膜表面上,会引起反渗透装置性能的下降。为了恢复膜的性能,需对膜进行化学清洗和消毒。
1.清洗的判断标准
反渗透系统运行过程中,必须密切注意系统的脱盐率、浓水量、透过水量以及膜组件给水侧进出口压差的变化,尽早发现问题,并根据原水分析报告预测可能发生的污染,调整预处理方法和变更操作条件。当出现下列情形之一时需对膜元件进行化学清洗:①标准化后盐的透过率增加10%~15%;②标准化后透过液流量降低10%~15%;③进水和浓水的压差△p较基准状况上升了15%(基准状况为反渗透设备***初24~48h的操作参数或上次清洗后的操作参数),各段压力差增加15%;④作为日常维护,一般在正常运行3~6个月后;⑤需长期停用,在用保护液进行保护前。
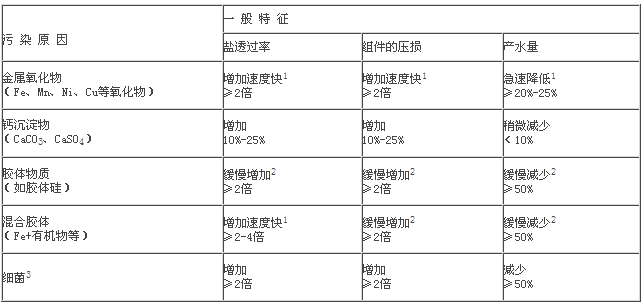
2.膜污染特征和清洗药剂
(1)膜污染特征
反渗透膜面上常见的污染物有金属氧化物、碳酸盐、硫酸盐、胶体、微生物、有机物等,不同的膜污染物表现出不同的特征,如表4―5所示。
(2)膜清洗剂
不同的膜生产厂商对上述污染物采用的清洗药剂不完全相同。具体的清洗方式或专用清洗剂参照膜厂商的技术手册。但一般来说,酸清洗除去无机沉淀物如金属氧化物、碳酸盐,pH值调至2~4;碱清洗除去有机物、微生物,一般pH值调至10~12。常用化学清洗试剂如下。
①酸HCl、H2S04、H3P04、柠檬酸、草酸等。其中柠檬酸较常用,其缺点是与
Fe2+形成难溶化合物,需要用氨水调节pH=4,使Fe2+形成易溶的铁铵柠檬酸盐来解决。
②碱有P03-4、C02-3和OH-等,对污染物有松弛、乳化和分散作用,与表面活性
剂一起对油、脂、污物和生物物质有去除作用;另外对Si02―也有一定的效果。
③螯合剂***常用的为EDTA,与Ca2+、Mg2-、Ba2+、Fe2+等形成易溶的络合物,故对碱土金属的硫酸盐很有效,其他螯合剂有磷羧酸、葡萄糖酸等。
④表面活性剂可降低膜的表面张力,起湿润、增溶、分散和去污作用,***常用的为非离子表面活性剂,如TritonX-100,但应注意目前复合膜与TritonX-100不相溶。
⑤酶主要有蛋白酶等,有利于有机物的分解。
3.清洗装置
一般的清洗装置由清洗箱、清洗泵、5~l0μm保安过滤器、管道、阀门和控制仪表(压力表、流量表、温度计)等组成。特殊要求时,清洗箱可装上加热或冷却装置,清洗流程如图4―8所示。
(1)清洗箱
清洗箱应用耐腐蚀材料,如聚丙烯、玻璃钢等制作。清洗箱的容积根据一次清洗的压力容器的体积、清洗回路的管件和滤器等的容积来确定。
【例4-1】反渗透装置有8个¢8”压力容器,每个压力容器内装6个40”长的膜元件,试计算清洗箱的体积。
解:每个压力容器的体积
8个压力容器的容积V8=0.194×8=1.552m3。
假设使用DN80mm管径30m清洗管道,管道内储水的体积
总体积V=V8+Vp=1.552+0.151=1.703m3
考虑到未预见因素,总体积乘以系数1.2,即总体积V总=1.703×1.2=2.04m3
(2)清洗泵
清洗泵通常是316不锈钢离心泵或玻璃钢泵。清洗泵的扬程应考虑保安过滤器的压降、管道的阻力损失等,一般选用压力为0.3―0.5MPa。
膜厂商对不同规格的膜组件的清洗流速有一规定的范围。如¢8”膜元件的清洗流量为6.8~9.1m3/h,压力容器并联4根,清洗泵流量为(6.8~9.1)×4=27.2~36.4m3/h。
(3)保安过滤器
该过滤器用以除去清洗下来的沉淀物。大小由清洗流量而定。
4.一般清洗步骤
①用反渗透产水配置清洗液,检查溶液的pH值,在清洗之前,要确定所有的药剂都溶解并搅拌均匀。
②溶液混合完毕后,以合适的流量和压力开始清洗,清洗液在***初的几分钟排入地沟,然后再循环。,
③清洗过程中要注意清洗液的升温情况,观察清洗液颜色的变化,如清洗液变色或变得较浑浊,则需重新配置清洗液。在酸清洗时要注意pH值,如pH值升高o.5个单位,则必须再加酸。
④停泵,使元件浸泡在溶液中1h左右。
⑤再循环,时间为30~40min。
⑥清洗完毕后,以反渗透产水或预处理出水冲洗出残余的清洗液。
⑦冲洗结束,按规定的运行方式运行,***初产水排放至少10min。
5.反渗透设备的清洗范例
参考下述的清洗条件、清洗顺序、清洗药剂量及药液浓度后进行实施。
(1)清洗条件
①酸洗
a.柠檬酸洗净2%水溶液;pH值2~4(用氨水溶液调整pH值);低压,希望2kg/cm2以下;水温常温;时间1h/段,希望浸泡1夜。
b.草酸洗净2%水溶液;pH值2~4(用氨水溶液调整pH值);低压,希望2kg/cm2
以下;水温常温;时间1h/段,希望浸泡1夜。
②洗涤剂洗净JS-200洗涤剂洗净。5%水溶液(原液为100%);pH值7~10(用氨水溶液调整pH值);低压,希望2kg/cm2以下;水温常温,希望为30~40℃;时间,1h/段,希望浸泡1夜。
(2)清洗顺序
①第1日
a.酸洗酸洗液为柠檬酸2%水溶液,pH值2―4(用氨水溶液调整pH值);草酸0.2%水溶液,pH值2~4(用氨水溶液调整)。清洗顺序为循环60min,浸泡30―60min,再循环30~60min,***后水洗。.
b.洗涤剂洗净JS-200洗涤剂洗净,5%水溶液,pH值7―10。清洗顺序为循环60min,浸泡30―60min,再循环30~60min,浸泡1夜。
②第2日继续用JS-200洗涤剂清洗,循环水洗60min。
注:可能的话希望能在清洗前进行事前浸泡。酸洗时也希望1夜浸泡。
(3)清洗液量计算(以8”膜元件18支为例)
每支膜元件酸洗液用量为40L,18支用量为720L。其中假定管道内液量80L;每支膜元件压力容器液量(包含膜元件内的水量)为12L,18支为220L;洗净水槽内液量为420L。
注:关于管道内液量要考虑实际设备的管线以及支管分布情况后实测计算。
(4)药液使用量(以8”膜元件18支为例)
①柠檬酸用量=720×2%=14.4kg,25kg/袋,需1袋。
草酸用量=720×0.2%=1.44kg,25kg/袋,需1袋。
②氨水溶液,用于酸洗净时调整pH值,25%水溶液,20kg/罐。
③了S-200''洗涤剂用量=720X5%=36L(将原液稀释20倍)。
④NaOH水溶液,用于洗涤剂洗净时调整pH值25%水溶液,20kg/罐。
⑤浸泡用药液量5―10L/支(4”),20―40L/支(8”)。
注:酸洗净所使用的氨液量可按0.1kg氨/lkg酸(以100%浓度换算)进行估算。
(5)冬季停机时的措施(包括防冻结措施)
①停机时将甘油10%水溶液及福尔马林1%水溶液进行置换后再停机。
②对于野外露天装置要将压力容器用薄膜油布盖住。
③药液使用量假定水槽容积为500L、管道容积为80L、压力容器(含膜元件)容积为220L。
甘油需要量=800X10%=80kg,如果每罐22kg,需要4罐。
福尔马林800X1%/0.37=21.6kg。如水溶液浓度为37%,每罐20kg,需要1罐。
6.清洗效果
成功的清洗应能使膜组件进出口压差明显减小(接近初期水平或上次清洗后的水平),脱盐率、透水量均有所恢复。如果清洗后没有达到预期的效果,应及时与膜生产商和有关清洗公司联系,对膜元件进行取样分析,重新确定清洗方案。应该注意的是,反复进行没有效果的清洗是有害的。
10
RO反渗透膜的污染及清洗原理
一、 常见的反渗透膜元件污染物
在正常运行一段时间后,反渗透元件会受到给水中可能存在的悬浮物质或难溶物质的污染,这些污染物中***常见的为碳酸钙垢、硫酸钙垢、金属氧化物垢、硅沉积物及有机物或生物沉积物。 污染物的性质及污染速度与给水条件有关,污染是慢慢发展的,如果不在早期采取措施,污染将会在相对短的时间内损坏膜元件的性能。
定期检测系统整体性能是确认膜元件发生污染的一个好方法,不同的污染物会对膜元件性能造成的损害不同,清洗的方法也不同,因此正确地判断引起膜元件污染的原因是膜清洗的基础。
二、 污染物的去除
污染物的去除可通过化学清洗和物理冲洗来实现,有时亦可通过改变运行条件来实现,作为一般的原则,当下列情形之一发生时应进行清洗。
当l标准化后的产水流量比上次清洗后减少了15%左右;
当标准化的产水水质比上次清洗后降低15%左右;l
当标准化后的压降比上次清洗后增加15%左右;l
在长期停用前;l
三、 膜元件的化学清洗与冲洗 .
清洗时将清洗溶液以低压大流量在膜的高压侧循环,此时膜元件仍装在压力容器内,而且需要用专门的清洗装置来完成该工作。清洗反渗透膜元件的一般步骤如下:
1 用泵将干净、无游离氯的反渗透产品水从清洗箱(或相应水源)打入压力容器中并排放几分钟
2 用干净的产品水在清洗箱中配制清洗液。
3 将清洗液在压力容器中循环1小时或预先设定的时间。对于8英寸压力容器,流速应为133-151升/分钟。
4 清洗完成以后,排净清洗箱内的清洗液并进行冲洗,然后充满干净的产品水以备下一步冲洗。‑
5 用泵将干净、无游离氯的产品水从清洗箱(或相应水源)打入压力容器中并排放几分钟,直至排水为中性。
6 冲洗完反渗透系统后,在产品水排放阀打开状态下运行反渗透系统,直至产品水清洁、无泡沫或无清洗剂(通常需15-30分钟)。
